在机械加工、金属压延等行业,切削和研磨机器零配件、金属轧制等加工过程中,乳化液被广泛用作冷却、润滑或传递压力的介质。其主要化学成分包括:水、基础油(矿物油、植物油、合成酯或它们的混合物)、表面活性剂、防锈添加剂(环烷酸锌、石油磺酸钠(亦是乳化剂)、石油磺酸钡、苯并三唑,山梨糖醇单油酸酯、硬脂酸铝)、极压添加剂(含硫、磷、氯等元素的极性化合物)、摩擦改进剂(减摩剂或油性添加剂)、抗氧化剂。能有效地防止加工工件生锈或受到化学腐蚀,还能有效的防止细菌侵蚀感染。
乳化液循环使用多次后,会发生不同程度的酸败变质,性能降低,需进行更换,形成废乳化液。废乳化液除具有一般含油废水的危害外,由于表面活性剂的作用,机械油高度分散在水中,动植物、水生生物更易吸收,且表面活性剂本身对生物有害,还可溶解一些不溶于水的有毒物质。废乳化液乳化程度越高,化学性质越稳定,有机物浓度和含油量越高,处理难度就越大。
长期以来,废乳化液的处理,一直是企业生产过程中的难题。为此,各研究机构和众多企业,纷纷投入大量人力和物力,研究解决废乳化液处理的技术难题,主要有各种物理法、化学法、物理化学法、生物法、电化学法等。众多处理方法普遍面临的一个技术难题,就是难以把产生的所有废乳化液处理至达标排放,或使水质达到其它要求,其中一个重要的原因就是处理方法本身无法满足多变的废乳化液成分和物理化学状态。
从实用角度看,当前主流的废乳化液处理技术,主要包括以下工艺和技术:
(1)破乳。常见的破乳方法是使用破乳剂,或者酸化破乳,实践证明难以实现完全破乳;其破乳的主要功能是实现油水分离,以及对破乳后的油脂、添加剂等大分子结构进行破坏,为后续的油水分离、杂质气浮和沉淀做准备;
(2)絮凝。通过上述破乳后,或加入絮凝剂后形成沉渣;
(3)气浮。通过气浮形成浮渣;
(4)水质的进一步处理。通过上述过程分离出的废水COD依然很高,需要通过各种方法降解,尽可能降低水中COD和其它杂质;
(5)其它末端处理。如过滤、对澄清液再进行处理或者过滤,利于排放或回用。
从实际运行效果看,上述处理技术主要存在以下问题,一是COD降解范围有限,这主要是破乳不彻底,废液中COD含量较高;二是生化系统周期太长,且难以稳定,难以适应乳化废液的多变性及快节奏变化。废乳化液处理后产生的废水COD仍高达9000~10000mg/L,个别的高达28000mg/L,同时还产生大量的油泥状物质,很难再进行处理,储存和运输都很困难。
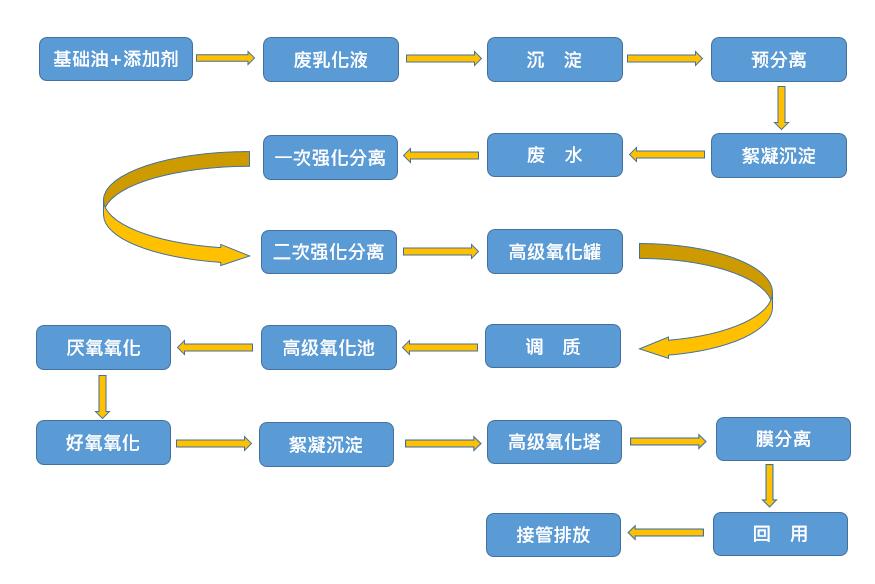
针对废乳化液处置装置实际运行存在的不足,无锡凯米克装备科技有限公司根据乳化液中使用的基础油和添加剂的不同,采取有效的破乳工艺技术(热处理、萃取分离、复合破乳沉淀剂)分离固-液、液-液组分,将基础油组分和大部分添加剂分离出来进行利用,剩余的以废水为主的组分通过强化分离和催化降解氧化,将残存在废水中的绝大部分污染物去除,使进入生化处理设施的废水组成基本稳定;利用江南大学在微生物发酵方面深厚的研发能力和工程实践经验,筛选和培育出适宜的菌群,对从废乳化液中分离出的废水具有极强的适应和净化处理能力,使处理废水出水各项指标完全满足接管排放标准。若增加少量后续处理设备,还能够实现废乳化液分离废水的零排放。
工艺流程:
●工艺流程根据水质情况进行增减。

 全国销售与服务热线
全国销售与服务热线 打印该页
打印该页 发邮件给我们
发邮件给我们 返回顶端
返回顶端